Citat:
macolakg:
Merenje temperature nije tako naivan proces kako na prvi pogled izgleda.
:D opekoh se ja na merenje ovih 10 godina ozbiljno... ko god spomene "jednostavno" ja ga dalje ne slusam :D
Citat:
macolakg:
No treba težiti da se greške merenja snize na dovoljno prihvatljive.
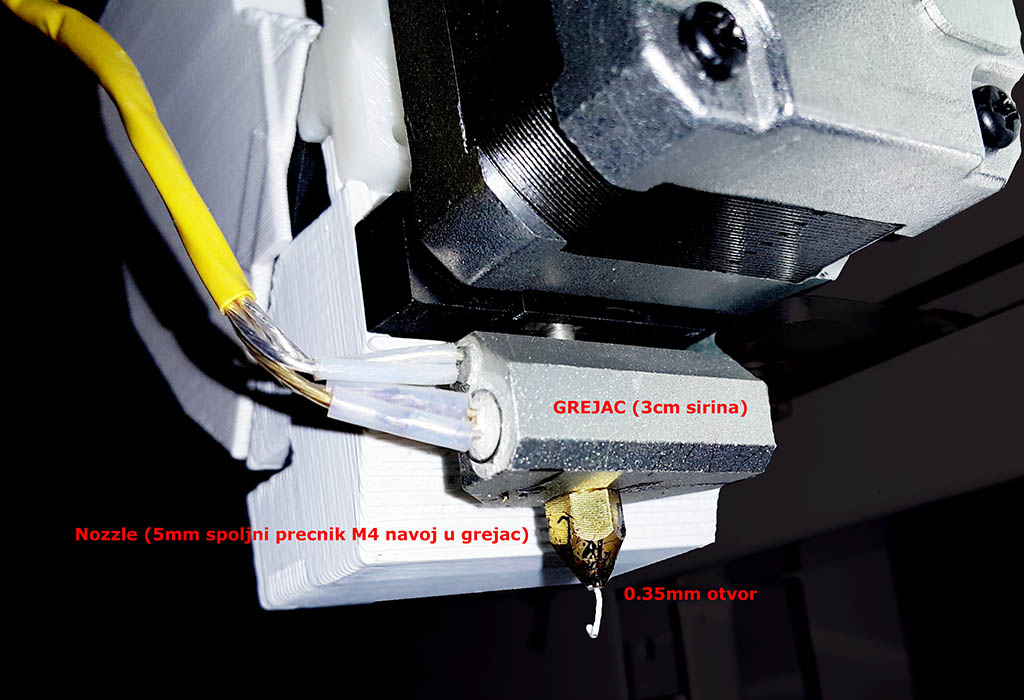
ma pazi ja sam napravio cudo kada sam smestio ntc (koji ima 10% gresku!, doduse ovi moji su bili 5% ali..) staklenac 1mm kuglica sa 2 zice tanje od kose u rupu na samom extruderu i zamazao samotnim malterom .. jer su pre toga lepili kaptonom velike ntc (1/4W otpornik velicina) za grejac i tako merili temp .. ovo sada ako zaletujem termopar za sama usta, to ce biti za red velicine tacnije od onoga sto sam vec imao
Citat:
macolakg:
To se postiže dubokim smestanjem vrha sonde u mereni predmet, tako da taj predmet zagreva i žice sonde na značajnoj dužini od same glave sonde. Tada je toplotni fluks u okolini same glave sonde minimalan i greška je manja.
Tome znatno doprinose i veoma tanke žice termopara (opet manji fluks).
debljina zida je tu cca 2mm nema tu zakopavanja duboko :D, ja imam duboko zakopanu sondu u heater blok-u ali da bi znao temperaturu plastike koja curi moram da merim temp mesinga tu na rupici, to je najtacnije sto mogu bez da poremetim tok plastike koja izlazi
Citat:
macolakg:
Kod površinskog smeštaja glave termopara, makar ga najsavršenije zapunktovao, jedna strana glave termopara i njegove žice su izložene okolini. Toplota sa tih izloženih delova curi u smeru od više temperature ka nižoj, pothlađuje deo glave termopara, i možeš zaboraviti na neku bolju tačnost merenja,bilo relativnu, bilo apsolutnu.
znam to sam resavao tako sto preko toga ide izolacija, ranije sam koristio neki silikon za blok motora (crveni) a onda sam presao na neku foru sa nekim cudnim termocrevom, spolja guma unutra pleteno staklo, extra funkcionise ... videcu kako ce biti sada, tek treba da dizajniram ceo taj extruder sa tim merenjem tako da nije da kacim na postojeci sistem :D ... a kad ga nacrtam dizem slicke ovde u nekoj temi pa mozemo da diskutujemo :D pre nego krenem da ga rezem
Citat:
macolakg:
Pitam se šta to kod proizvodnje plastičnih proizvoda ekstruzijom zahteva bolju relativnu tačnost od 1*C?
Čak i za najozbiljnije procese poput PET zadovoljava nešto reda +-0.5*C.
Nešto sam ubeđen da ćeš raditi PID regulaciju u relativno uskom temperaturnom opsegu i sa relativnom tačnošću koja ne zahteva nešto bolje od 1*C tolerancije.
To ćeš sasvim uredno postići ako naneseš dovoljno izolacije sa one strane tvog zapunktovanog termopara koja je izložena okolini.
evo primer
raft stampam (sada sa ovom rolnom nekog kineskog ABS-a)
- 270C prvi sloj (+10 -5C ne pravi preveliku razliku)
- 260C drugi i treci sloj (+-10C ne pravi razliku)
- 240C treci sloj (+-2C ne pravi razliku ako je mali objekat, +-5C ne pravi razliku ako je veliki objekat)
-
onda ide prvi sloj objekta koji se stampa - to ide sa 236C i treba mi +- 0.5C ili tacnije
- onda idu odstali slojevi na 240-250C nije greda
- e sad ako negde treba da se stampa most, sloj ispod mora 270C (+-5C) a onda preko njega ide brze sloj na 220C (+-1C)
- ako negde ide overhang 230C
- onda ima deo gde se stampa support, pa onda gde se spaja objekat na support pa ...
ono sto je recimo onih 236C, ako stampam sa 237C moram uzasno veliku silu da iskoristim za delaminaciju objekta od rafta, ostaju mi tragovi na plastici i moze da dodje i do ostecenja, ako stampam sa 235C sila kojom se drzi nije dovoljno velika i moze da im se warpuje objekat da se delaminira tokom stampe sam od sebe ..
za neku drugu rolnu su sve ove temperature recimo 30C nize za neku tercu 50C nize .. za neku 10C vise ..
ono sto je tu veci problem je sto je merenje na pogresnom mestu a sto se brzina extuzije menja a kada krene ladna plastika da prolazi kroz tanku cevcicu ista krene brzo da se hladi, dok uhvati pid i opravi vec je undershoot ihaha a onda je vec krenuo polako da extruduje jer radi drugi deo i sada ima overshoot .. problem su brze promene a veliko kasnjenje, pomeranjem sonde blize ustima sve to bude mnogo lakse, ja pretpostavljam da kada mrdnem sondu blizu usta da ce tu mnogo sta da se promeni i da ce margine biti mnooogo vece, tj da ce "idealni raspon temperature za neki spoj" biti umesto 235.5-236.5 nesto tipa 232-237C sto je mnogo lakse za kontrolu, plus pid kada meri temp na ustima moze da kontrolise pricu mnogo bolje nego kada to radi na grejnom bloku

 Re: kasnjenje promene napona na termoparu
Re: kasnjenje promene napona na termoparu


 Re: kasnjenje promene napona na termoparu
Re: kasnjenje promene napona na termoparu nije dobro nikako. Ja sam debo i dole i gore, i ja
nije dobro nikako. Ja sam debo i dole i gore, i ja